مولف: علی کوثری مهر
پوششدهی با اسپری حرارتی/پاشش حرارتی
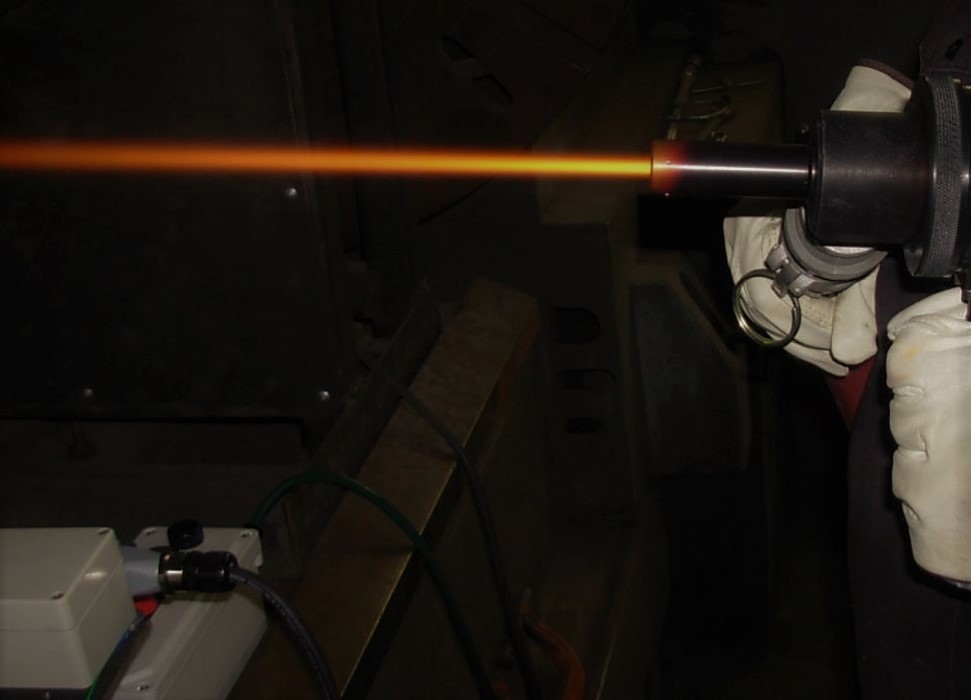
پوششدهی با اسپری حرارتی یا پاشش حرارتی یک روش انباشت لایه ضخیم است و پوششهایی دارای مقاومت در برابر ساییدگی و خوردگی را میسر میسازد که رسانندگی الکتریکی و گرمایی پایینی دارند. در این روش یک جریان حرارتی قوی شامل ذرات ذوب شده یا فلزات مذاب باعث ایجاد یک پوشش بر روی قطعات میگردد. اثر سرعت بالای انجماد ذرات تغییر شکل یافته و تجمع پیشروندهی آنها ناگزیر موجب به وجود آمدن حفرهها و خلل و فرج میکروسکوپی میگردد که در حین فرآیند شکلگیری پوشش تحت اتمسفر با مولکولهای گاز پر میشوند. اگر مواد در حال اسپری از جنس فلزات باشد، سطح پوشش حتما دارای مقادیری اکساید خواهد بود. اگر در این فرآیند شاهد شکلگیری یک پوشش پخشی پیوسته نباشیم، مشکل اصلی از چسبندگی لایهی اسپری شده به سطح زیرلایه نشات گرفته است. عموما، فرآیند پوششدهی با اسپری حرارتی به سه مرحله تقسیم میشود:
- پیش-عملیات سطح زیرلایه (یعنی تمیزکاری و زبرسازی)
- اسپری پوشش
- ماشینکاری پوشش اسپری شده در صورت لزوم
بر اساس انرژی حرارتی اعمالی، پوششدهی با اسپری حرارتی میتواند در حالتهای ذیل رخ دهد:
- پاشش گاز-قوس الکتریکی که در آن از گرمای قوس الکتریکی استفاده میشود.
- پاشش گاز-شعله که در آن حرارت توسط سوختن گاز در جت اکسیژن یا موج انفجار ناشی از افروختن مخلوط استیلن و اکسیژن تولید میگردد.
شایان ذکر است که در این روش موادی که قرار است انباشت گردد، میتوانند به صورت پودر، میله یا مفتول باشند. در انتها به مزایا و معایب این روش اشاره خواهیم کرد:
مزایا
- با این روش میتوان پوششهایی با خواص متنوع را سنتز کرد مانند اسپری سرامیکها، پلیآمیدها و ...
- شکل هندسی قطعاتی که قرار است پوششدهی شوند، مهم نیست. به عنوان مثال قطعاتی با ابعاد بسیار بزرگ نیز میتوانند توسط این فرآیند پوششدهی شوند.
- پاشش حرارتی همراه با جوش، انباشت لایههایی با ضخامت چند میلیمتر را میسر میکند.
- ابزار پوششدهی با اسپری حرارتی قابل حمل هستند.
- با اینکه فرآیند پوششدهی با اسپری حرارتی از منظر تکنولوژیکی نسبتا ساده است، بسیار موثر و کارآمد است.
معایب
- موفقیتآمیز بودن فرآیند پوششدهی با اسپری حرارتی نیازمند چسبندگی مناسب پوشش به زیرلایه است که از طریق تمیزکاری سطح زیرلایه و سایشکاری آن توسط مواد خرد شده (مانند استیل و کرندوم) میسر میگردد. بنابراین فرآیند تمیزکاری و سایشکاری میتواند برای قطعات بزرگ طاقتفرسا باشد.
- در برخی پوششها، ممکن است در اثر ترکیب با هوا ذراتی برگشتی از سطح زیرلایه شکل بگیرند که برای سلامت انسان خطرناک هستند.
- پوششهای شکل گرفته توسط پاشش حرارتی به دلیل نوع ساختارشان تنش کششی مناسبی ندارند.
منابع:
- Ružbarský J, Panda A (2017) Plasma and thermal spraying Webpage


